Induktionssvejsning - hurtig forsegling af emballager uden berøring
Indledning:
Induktionssvejsning kan give en hurtig fast svejsning af folier uden berøring med varmelegeme, gennem resten af emballagen, og med minimal opvarmning af produkt. Induktionssvejsning virker på metalfolier, der kan lede strøm. Det er en velkendt teknologi, men hvordan afhænger svejsekvaliteten af produktionsforholdene, hvilke parameter skal man være særligt opmærksomme på?
Hvad sker der ved induktionssvejsning?
Når man anbringer et stykke metal i et magnetfelt kommer der en strøm, der modvirker magnetfeltet, ved at vende magnetfeltet ofte løber der meget strøm gennem metallet og metalfolien bliver varm og smelter fast. Ved at anvende en frekvens på 20 – 200 kHz får man pga. indtrængningsdybden en strøm, der løber langs kanten af folien og varmer den op der. Se Figur 3 for en skitse. Strømmen er proportional med det magnetfelt der går gennem folien. Typisk anvendes en metalfolie lamineret med en plastfilm. Når metalfilmen bliver opvarmet med induktion smelter denne plastfilm og svejser folien fast til emballagen. På Figur 1 ses to skiver af metalfolie. På Figur 2, ses to metalfolier, hvor periferien er smeltet fast i forskellig grad.
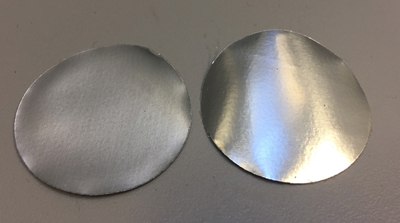
Figur 1: Metalfolie med PE-folie - metalsiden ses til højre og PE-siden til venstre

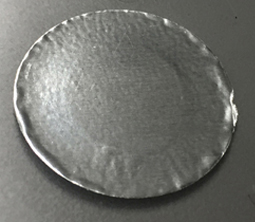
Figur 2: Metalfolier hvor man kan se at pefiferien er smeltet fast, mens midten ikker blevet varmet
Metalfolier er tætte
Metalfolien giver en meget tæt membran, mens den effektive svejsning, der smelter folien fast i et bredt stykke langs kanten giver en smal, men lang diffusionsvej ind og ud af emballagen. For at folien skal smeltes fast til emballagen, er det vigtigt at den rører ved emballagen, gerne ved at folien trykkes mod emballagen, mens polymeren smelter fast og størkner. Det der trykker behøver ikke være et varmelegeme, i praksis kan man fylde en tube eller flaske lægge metalfolie over åbningen og sætte låg på, hvorpå man efterfølgende induktionssvejser folien fast. Man anvender altså en anden del af emballagen til at holde folien på plads under svejsning.
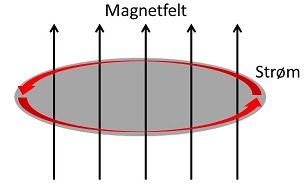
Figur 3, Magnetfelt gennem metalfolie fører til strøm langs kanten, der varmer kanten af folien op, så den smelter fast, se også film neden for.
Effekten er synlig med IR-kamera
Ved at anvende en glasplade og et IR-kamera kan man se effekten, hvor periferien af folieskiven bliver varmet mest op. På Figur 4 ses et IR-billede af en metalfolie under induktionssvejsning og et billede af metalfolien. I dette tilfælde anbragte vi en skive metalfolie lamineret med polyethylen oven på en PET-plade og oven på en glasplade, for at holde folen fast. Dermed kunne man se folien blive opvarmet med et IR-kamera. Det gav ikke optimale svejsebetingelser at holde metalfolien mod en PET-plade med en glasplade, det skyldes at glaspladen har en stor termisk masse og god varmeledningsevne samt at glaspladen er hård. En emballage der kun rører ved folien i periferien, hvor den skal svejses og et andet materiale til at holde folien med vil være bedre, dog vil det være svært at se effekten gennem et ikke gennemsigtigt materiale.

Figur 4, IR-billede, Induktionssvejsning af metalfolie, periferien bliver opvarmet og smelter fast.
Svejsning af små metalfolier
Strømmen der løber, afhænger af hvor meget magnetfelt metalskiven dækker. Så et større areal giver en højere strøm og mere varme. En lille metalfolie, der dækker et lille areal, vil være svære at svejse. Her kan man ændre på spolegeometrien for at øge magnetfeltet, eller anvende ferritter, der koncentrer magnetfeltet i det lille område hvor folien er.
Det vi kan hjælpe med:
• I laboratoriet kan vi lave praktiske demonstrationsforsøg med induktionssvejsning med forskellige felter, både i form, størrelse og frekvens. Vi kan også udmåle magnetfeltet, der dannes i tre dimensioner.
• Laboratorieforsøgene kan anvendes til at bestemme parametre for induktionssvejsning før et produktionsudstyr bestilles.
• Målingerne kan vi understøtte ved at simulere magnetfeltet der dannes, den strøm der løber i folien samt opvarmningen af folie og emballage samt varmetransporten i dem.
• For praktisk produktion med induktionssvejsning kan vi fastlægge variationen i svejseparametrene, hvis emnet ikke præcis, er der hvor det er forud sagt, og hvordan det påvirker svejsningen, eller hvis metalfolien har en lidt anden tykkelse.
Andet arbejde med induktionsopvarmning
Vi arbejder også med induktionsopvarmning til industrielle processer. Blandt fordelene her er muligheden for at overføre varme til emner i bevægelse, det kunne være en roterende tromle eller muligheden for meget hurtig opvarmning
Film med induktionssvejsning set med IR-kamera
Nedenfor ses to film med induktionssvejsning set med IR-kamera. Først er temperaturen rimeligt jævn, metalfoliens periferi varmes op og til sidst ses at den er varm. Under afkøling smelter den fast. Induktionsovne starter ved 2 sek og slukker ved 7 sekunder. Der er to svage bip-lyde fra strømforsyningen ved start og stop.
Her er film nr. to med et andet forsøg der viser det samme. Induktionsfeltet tænder ved 2 sek og slukker ved 8 sek.